толкатели клапанов
По факту у нового 024 толкателя значение = 0,345
Всего толкателей от 00 до 46. Первый размер = 3,00. Последний 46 максимальный размер =3,600
Для зазоров на клапанах 0,15, какой размер толкателя будете делать?
буду делать 3,49,у меня самый высокий стакан получиться 3,55,в настоящий момент изготовил 20 толкателей под закалку,ждёмс понедельник будем калить до 50HRC по роквелло.с отпуском.потом обработка и шлифовка ,полировка пятна контакта.
kontruliren
Новичок
Всем привет!
Делюсь информацией о проделанной работе.и так: в субботу днём пришёл я в гараж и начал ставить новые (свои) толкатели из 40х13 с закалкой в 50 HRC.значит поставил,начал собирать.накинул распредвалы и предворительно наживил постели распредвалов и стал ставить цепь в фазу.и вот тут произошло то чего я боялся больше всего))вылетел натяжитель цепи.Цепь прослабла и к моему разочарованию я понял,что придётся снимать переднюю крышку,покурил и принялся это делать.
Спустя час времени я снял всё навесное включая шкив коленвала,слил с помпы антифриз(его нужно будет докупить 3 литра),минут 30 отдирал крышку от блока,далее вычищал от герметика.
Снял натяжитель,да кстати он не гидро,масло через него просто циркулирует и смазывает башмак.в нутри него тупа пружина,и стопорный механизм,зубчиков всего 8шт.
Путём упора о край стола снова взвёл натяжитель и в контрольное отверстие вставил гвоздь.По обмеднённым меткам на цепи(если не дальтоник,то найти их можно)нашёл метки первые две метки находятся на растоянии 9 звеньев друг от друга и третья соответственно почти в самом внизу.Почистил блок от герметика,установил натяжитель на место, распредвалы, и принялся устанавливать фазу,зарание установил коленвал в ВМТ и накинул цепь,все метки совпали и я выдернул гвоздь из натяжителя.все!фаза встала,проверил вращая коленвал за болт s-22 раз 15 прокрутил его,все гуд.
подготовил мотор к сборке и на следующий день в воскресение, купил термостойкий герметик установил крышку и собрал все на место,короче подготовил мотор к запуску.Делать этого я канечно-же не стал.так как герметик должен сохнуть примерно сутки.
В понедельник утром я снова пришёл в гараж,подключил минут аккумулятора и завёл мотор.
на удивление мотор легко запустился и я ждал когда он выйдет на холостой ход.
обороты постепенно упали и я услышал как начал появляться неприятный скрежет,я заглушил мотор,снова снял крышку,чтоб посмотреть что пошло не так,покрутил пальчиком новые толкатели(свои),они крутятся,проверил зазор,есть зазор от 0,1 до 0,15,собрал крышку.Снова завёл . опять скрежет,и мотор не держит обороты пытается упасть на 550-500 об/мин.
Заглушил мотор,покурил,подумал и решил поставить все родные толкатели обратно.
Так как мне предстояла задача снова разборки мотора.я решил рискнуть ещё раз и пойти другим путём.я не стал полностью снимать все навесное.ролики ,помпу,натяжитель ремня,гену.я снял верхнюю крышку ,выкрутил свечи,и снял переднюю постель распредвалов,выставил колено в ВМТ потом отпилил от кисточки рукоятку и ножом заточил под конус,далее обмотал тряпкой,на рукоятке в отверстие продел верёвку и аккуратно забивал в районе центрального ролика и натяжителя(башмак)методом расклинивая.У меня получилось надёжная фиксация натяжителя цепи и когда я снимал цепь впуска(подмотал проволокой и маркером нанёс метки) не просидала и я не потерял фазу!
впуск я аккуратно снял цепь и подмотал цепь проволокой,чтоб не убежала цепь вниз по успокоителю(предваритель маркером нарисовал метку)
после этого я без труда снял все постели и снял распредвалы(да на выпуске откручивая болт на 14 я так-же подстраховался и привязал рожковый ключ к верёвке,что б не упал в нутрь)))
взял магнит и начал вынимать свои толкатели,кароче из 16 шт ТРИ пострадали за 15 минут работы,один на впуске №8 и два на выпуске №8 и№6
от сюда сделал вывод;что материал для такого народного творчества и с такой степени закалки НЕ ПОДХОДИТ! ..УВЫ.
НО ещё в пятницу я проводил тесты на материал и твёрдость.по показаниям стало понятно,что материал в оригинальных толкателях это высокоуглеродистая сталь с твёрдостью в 57 HRC (55-60) но учитывая какой толкатель тонкий по своей конструкции пацаны,там все 65 единиц твёрдости! и материал как минимум У8А-У10А.(СОВЕТСКИЙ НАПИЛЬНИК)
ВЕРНЁМСЯ К ТЕМЕ:так как у меня уже не было выбора я стал ставить родные толкатели на место,и тут я вспомнил что на одном из форумов,писали ,что в некоторых случаях меняли местами толкатели.и я решил сделать так-же!по своим записям и измерениям я установил,что с 1 по 8 толкатель они идут ступенькой.,те что ближе к первому цилиндру-толкатели выше,те что на четвёртом цилиндре 7 и 8 соотвественно ниже!,и я просто поменял их местами.
Поставил постели на место,установил фазу на цепи по меткам маркера(между прочим собрал мотор довольно быстро) первым поставил впуск на цепь,наживил болт шестерни выпуска,установил фазу на выпуске и в небольшой натяг шестерни,закрутил болт на своё место.
Потом когда все постели подтянул и прикрутил,я ключом на 22 немного провернул коленвал и та пресловутая ручка от кисточки легко высвободилась и я вытащил её за верёвочку.все!я разобрал и собрал мотор(замена толкателей)ушло у меня 2,5 часа.
Далее я завёл мотор и все заработало,без скрежетов и других посторонних звуков.после прогрева мотор вообще тихо стал работать.я прокатился,закрыл гараж и поехал домой,радовался как ребёнок))
Да конечно это не то что я хотел,а я хотел чтоб мотор работал идеально и в скором времени все таки закажу новые толкатели и подгоню под меньший зазор между распредвалами,пусть будет 0,15-0,2.так как за время работы на моих толкателях я заметил разницу,мотор более живой,чем было до этого,на педаль реагировал сразу,не замедлительно.
Всё пацаны,ругайте,бейте,мотай на ус,может кто-то учтёт сей факт и информацию.машина стоит у дома,скоро поеду менять масло.
НО ЭТО УЖЕ СОВСЕМ ДРУГАЯ ИСТОРИЯ.
Дмитрий Пульсар
Завсегдатай
Круто! По вам видно, что вы очень выносливый и терпеливый человек. Не у каждого выдержат нервы проделать непростую двойную-экспериментальную работу. А за описание процесса, отдельное спасибо. Сил и времени наверное ушло не меньше, чем разборка и сборка двигателя)
kontruliren
Новичок
спасибо,на самом деле наш мотор довольно прост по конструкции,проблема вся в том,что требуется нужный инструмент для такой работы.ну и простое понимание.а выбора как такового у меня не было.Проблема при замене толкателей заключалась в том чтоб надёжно зафиксировать натяжитель и цепь от несанкционированного смещения.Я воспользовался методом замены цепи из драйвдва,открутив болт в крышке(технологическое отверстие)и просунул туда шило.,думал зафиксировал натяжитель,ан,нет,только усугубил ситуацию тем самым наоборот раздвинул стопорный механизм.а отрезанная рукоять кисточки спасла и уменьшила объём работ при повторной замене толкателей.и вообще есть на наших моторах один интересный факт!расстояние между зубчиков натяжителя 2,5-3мм и по какой-то причине появляется свободный ход башмака,таким образом цепь провисает!что мной было замечено,что у выпускного распредвала так-же появляется свободный ход в районе 5мм,(слышен характерный лязгающий звук)Это лечиться!плоской отвёрткой длинной 150-200мм,для этого потребуется крутить коленвал за болт 22на шкиву и ловить момент когда цепь провиснет.Если натяжитель плохо справляется с работой это сразу станет заметно!выпускной распредвал,при ручном вращении за шкив коленвала будет прыгать вперёд вращения.И вот тут нужно поймать момент перед прыжком распредвала остановиться и плоской отвёрткой(привяжите верёвку,чтоб не упала)лезете к зубчикам натяжителя и аккуратно пытаетесь его прищёлкнуть вперёд,можно башмак в это время придерживать рукой,тем самым устраните провисание цепи.
Пример у моего приятеля солярис 1.4 у него произошло перескок на 5 (пять карл. )звеньев цепи на впускном распредвалу,мотор грохотал,дизелил,и вообще вёл себя не адекватно,
после снятие крышки и установки в ВМТ увидел смещение цепи,буквально пальцами и ключом на 30(шестигранник на 30 отлит на впуске) восстановил фазу обратно.
и только после этого плоской отвёрткой длинной 150-200мм прищёлкнул натяжитель цепи аж на ДВА зубца!,а это 5-6мм свободного хода башмака!
Так что делайте выводы,ребята.
Я никого не призываю проделывать данную процедуру,но думаю информация будет полезна для амбициозных не ведущих страха матёрых гаражников. Всем бобра.
Проверка и регулировка зазоров в клапанах (двигатель 1.6)

Проверку и регулировку зазоров в клапанах необходимо производить на холодном двигателе (температура охлаждающей жидкости 20°С) и при установленной на двигатель головке блока цилиндров.
1. Снять крышку головки блока цилиндров.
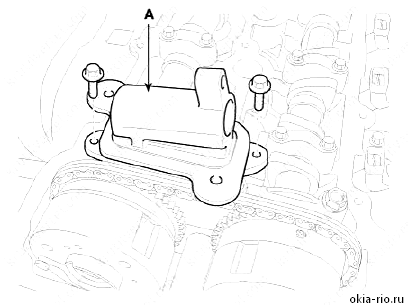
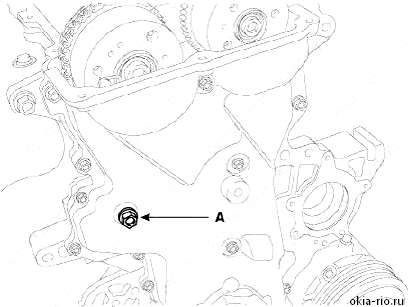
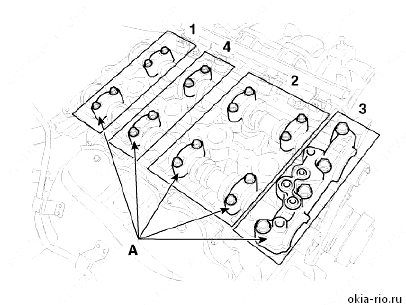
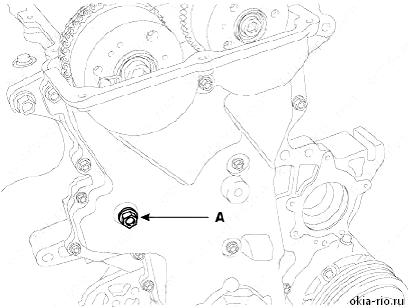
2. Снять переходник клапана подачи масла на фазовращатель выпускного распределительного вала (А).
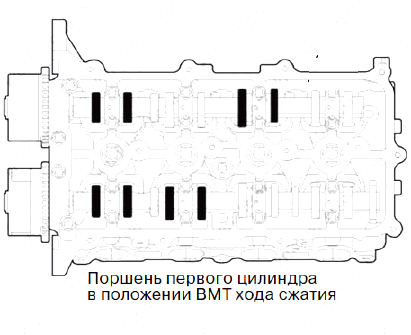
3. Установить поршень первого цилиндра в положение верхней мертвой точки такта сжатия:
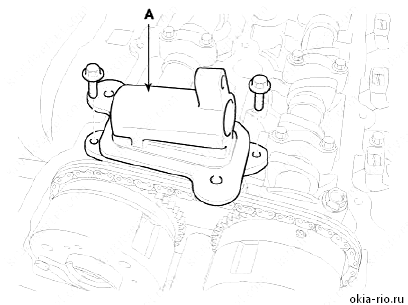
- Провернуть шкив коленчатого вала так, чтобы совместить его канавку с установочной меткой крышки приводной цепи.
Не поворачивать коленчатый вал двигателя против часовой стрелки.
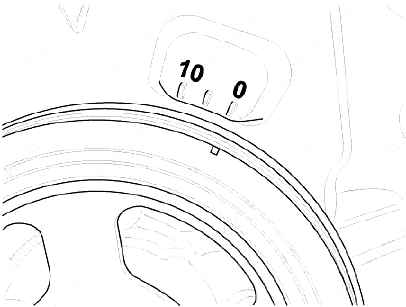
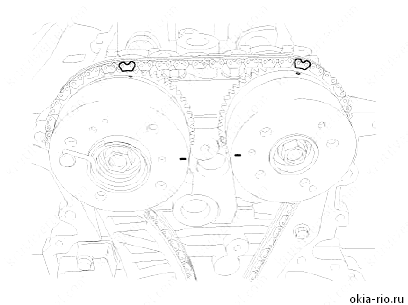
- Убедиться в том, что установочные метки звездочек распределительных валов совпадают с верхней кромкой головки блока цилиндров, как показано на рисунке. Если это не так, провернуть коленчатый вал на один полный оборот (360°).
4. Используя набор плоских щупов, измерить зазоры между толкателем и окружностью основания кулачка распределительного вала:
- Измерить зазоры только во впускных клапанах первого и второго цилиндров и выпускных клапанах первого и третьего цилиндров. Записать значения зазоров, не соответствующие норме. Они понадобятся позже для определения толщины толкателей для регулировки зазора.
Зазоры в клапанах (температура охлаждающей жидкости двигателя: 20°С):
— Впуск: 0.17 ~ 0.23 мм.
— Выпуск: 0.22 ~ 0.28 мм.
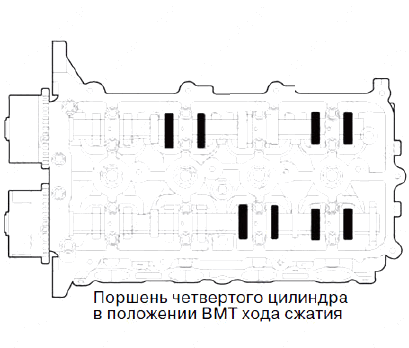
— Провернуть шкив коленчатого вала на один полный оборот (по часовой стрелке на 360°), и совместить канавку на шкиве с меткой на крышке приводной цепи.
— Проверить зазоры во впускных клапанах третьего и четвертого цилиндров и в выпускных клапанах второго и четвертого цилиндров. Записать значения зазоров, не соответствующие норме. Они понадобятся позже для определения толщины толкателей для регулировки зазора.
5. Снять кронштейн монтажной опоры двигателя:
Поместить деревянный брусок между домкратом и масляным поддоном, чтобы защитить поддон от повреждений.


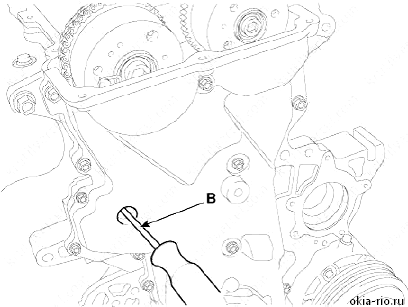
6. Отрегулировать зазоры во впускных и выпускных клапанах:
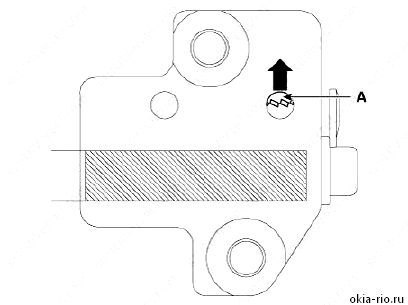
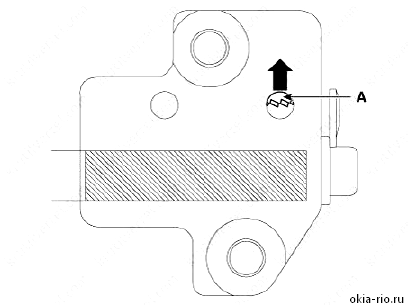
- Вставив тонкий стержень (В) в сервисное отверстие крышки приводной цепи, разблокировать храповик (А).
- Отвернуть болты крепления и снять крышки подшипников распределительных валов (А) в указанной на рисунке последовательности.
- Извлечь сначалавыпускной распределительный вал, а затем снять впускной распределительный вал с приводной цепи.
При отсоединении приводной цепи от звездочки распределительного вала поддерживать цепь от падения внутрь крышки приводной цепи.
Соблюдать осторожность, чтобы не уронить ничего в крышку приводной цепи.
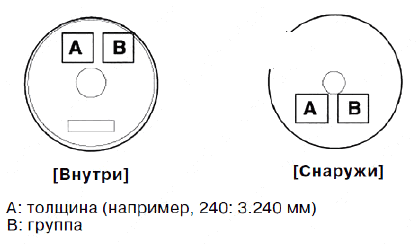
- Извлечь толкатель (-и) клапанов с зазором, не соответствующим спецификации, из головки блока цилиндров.
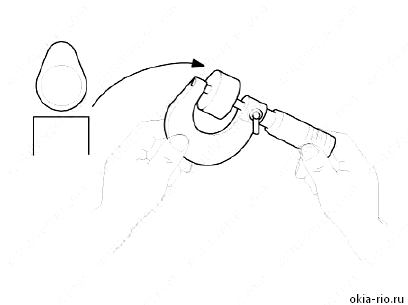
T :толщина снятого толкателя
A :измеренный зазор в клапане
N :толщина нового толкателя
Доступны регулировочные толкатели клапанов 41 размера с шагом 0.015 мм от 3.00 мм до 3.60 мм.
- Поместить новый толкатель в головку блока цилиндров.
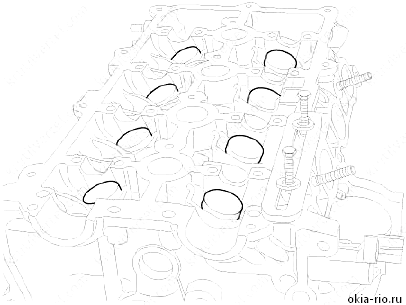
- Удерживая приводную цепь, поместить впускной распределительный вал с фазовращателем в головку блока цилиндров.
- Совместить установочные метки приводной цепи и звездочки распределительного вала.
- Установить выпускной распределительный вал.
- Установить фазовращатель выпускного распределительного вала.
При установке цепи установочные метки звездочек фазовращателей должны совпадать с установочными метками (цветными звеньями) приводной цепи.
Момент затяжки: 63.7 ~ 73.5Н·м.
- Установить крышки подшипников распределительных валов в указанной на рисунке последовательности.
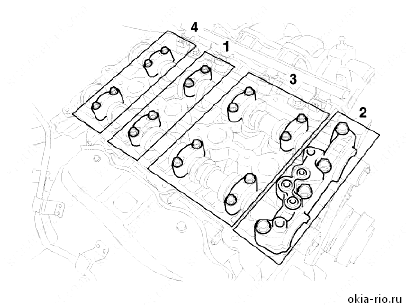
Следить за тем, чтобы не перепутать крышки подшипников распределительных валов местами.
- Отвязать приводную цепь.
- Освободить храповик (А) натяжителя приводной цепи, отжав его вверх и удерживая в таком положении тонкой отверткой (В).
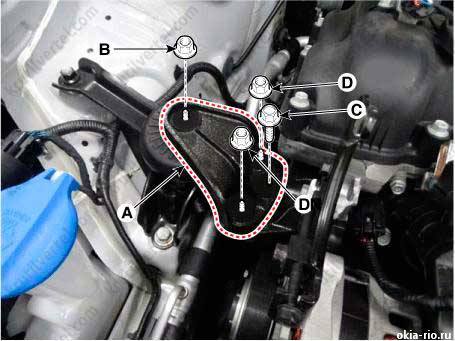
Момент затяжки:
— Гайка (В): 88.3 — 107.9Н·м.
— Болт (С) и гайки (D): 58.8 — 73.5Н·м.
— Убрать домкрат из-под масляного поддона двигателя.
— Установить болт в сервисное отверстие крышки приводной цепи.
Момент затяжки: 27.5 — 30.4Н·м.
Заменять болт новым после каждого отворачивания.
- Провернуть коленчатый вал на два оборота в рабочем направлении (по часовой стрелке) и снова совместить установочные метки звездочек коленчатого и распределительных валов.
- Снова измерить зазоры в клапанах, как было описано ранее.
- Установить переходник клапана подачи масла на фазовращатель выпускного распределительного вала.